Сегодня продукция с 3д изображением, становится всё популярнее и если вы хотите начать свой бизнес в этой сфере, то стоит правильно выбрать 3D принтер, покупатель должен в полной мере определить три поставленных перед ним критерия выбора:
- Цели и объекты будущей трёхмерной печати, для офиса или же для дома он будет использоваться;
- Техническую образованность пользователя/исполнителя, работающего за данным устройством;
- Какой ценовой уровень будет рассматриваться при покупке.
Проведя тщательный анализ своих способностей и возможностей, можно начинать выбирать надёжный 3D принтер, который прослужит своему владельцу долгие годы и будет иметь на выходе продукцию высокого качества.
Основными характеристиками 3D принтера являются минимальная толщина выходящего слоя, типы используемых им материалов, конструктивные особенности устройства трёхмерной печати - в том числе, печатающей головки – а также особенности настройки программы печати и получаемая печатная область.
Основные характеристики 3D принтера необходимо рассмотреть поподробнее.
Минимальная выходящая толщина слоя
Прямая характеристика детализационных особенностей изделия. Большинство 3D принтеров работают по технологии FDM (Fused Deposition Modeling - моделирование <объектов> методом осаждения расплавленной нити), послойно наращивая получаемый объект. Таким образом, заявленная в этой характеристике цифра указывает на толщину слоя. По факту, чем меньше толщина одного наращиваемого слоя – особенно при печати человеческих лиц и художественных изделий – тем выше практическая и эстетическая ценность получаемого объекта. Для получения высококачественного изделия используется толщина слоя от 50 до 200 микрон. Для сравнения - толщина листа бумаги составляет 100 микрон – 0,1 мм
Однако 3D принтер вовсе необязательно будет производить требуемую послойную толщину. Факторами колебания этой величины являются движение воздуха внутри самого устройства; изменение температуры в помещении; наличие зазоров - люфтов - в конструкции принтера, способствующих появлению микровибрации внутри устройства, а также плохо отрегулированное расстояние между соплом и платформой печатной конструкции.
Скорости перемещения печатной головки – экструдера – и подачи пластика также оказывают ощутимое влияние на качество получаемого изделия. На практике, в одних принтерах эти скорости связаны: чем медленнее двигается головка и чем медленнее подаётся пластик – тем качественнее будет произведено наращивание слоёв; в других устройствах обе величины регулируются независимо друг от друга.
Таким образом, идеального качества изделия необходимо добиваться путём подбора оптимального соотношения калибровки, толщины слоя, температуры и скорости печати принтера.
Типы материалов
3D принтер, функционирующий в режиме FDM, в большинстве случае использует в своей работе PLA-пластик. Этот материал самый нетребовательный, быстро остывает при обдуве, стоек к деформации, но вместе с тем и быстро разлагается - всего за несколько лет - в силу того, что имеет органический состав.
Этот материал также является самым распространённым в создании декоративных изделий для бизнеса и для дома.
В создании механических деталей, частей физических опор, а также производственных форм и корпусов для литья, необходимо использовать пластик ABS, медленно остывающий, но надёжный, долговечный и износостойкий материал.
Современный рынок материалов для 3D принтеров постоянно модифицируется и расширяется. Сейчас пользователю доступен целый список известных и новых составов, таких как нейлон, резина, PVA, PETT, Hips и многих других.
В идеале, лучше приобретать 3D принтер, работающий с большинством этих типов материалов.
Работа принтера с ABS-пластиком
Полноценная трёхмерная печать пластиком данного типа возможна только при наличии у принтера следующих характеристик:
- нагревания работающего экструдера до минимальной температуры в 60 градусов (идеально – 280 градусов);
- нагревания платформы до минимума в 80 градусов Цельсия (идеально – 110 градусов);
- наличие закрытого корпуса.
Только при наличии этих характеристик будет производиться гарантированная профессиональная ABS-печать вне зависимости от заявленных производителем характеристик.
Конкретнее, при отсутствии у принтера задней крышки, проблематичной будет печать изделий больших и средних габаритов. Если всё же необходимо провести изготовление изделия, принтер необходимо чем-нибудь накрыть и огородить помещение от сквозняков. Даже если заполнение материала будет средним, печать объекта размером 10 см на 10 см займёт порядка 4х часов, а минимальная деформация на ранней стадии печати испортит всё изделие.
При отсутствии нагрева платформы, пластик теряет способность крепиться. Эта проблема относительно легко решается с помощью специального клея.
Пластик ABS плавится при температуре и в 240 градусов, однако качество изделия при этом будет страдать. Сейчас на рынке представлены легкоплавные ABS-нити для трёхмерной печати, требующие менее низких температур, но содержащие в своём составе полиэтилен, при нагревании распространяющий неприятный запах.
Также следует помнить о том, что 3D принтер имеет в структуре экструдера плотный зажим для затягивания нити, который может быть как ориентирован исключительно на один вид пластика, так и быть универсальным, регулирующимся в зависимости от типа материала.
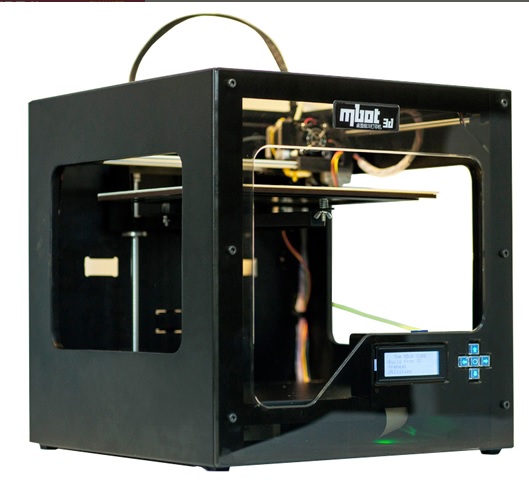
Конструктивные особенности 3D принтера
Правильно выбрать 3D принтер невозможно без знания его конструктивных особенностей. Экструдер и платформа фиксируются и передвигаются по осям и направляющим. Перемещение экструдера осуществляется только строго в горизонтальной плоскости; платформа перемещается как горизонтально, так и вертикально – в зависимости от уровня текущей печати. 3D принтер может иметь разную конструкцию, которая совершенно не влияет на качество печати. Оно зависит от материала деталей и качества сборки. Остальными элементами принтера являются электроника, шаговые двигатели, шкив и ремни. Стабильность работы принтера напрямую зависит и от количества деталей-посредников, а также зазоров между ними.
Строение печатной головки
Принцип работы печатной головки – экструдера – заключается в выдавливании нагретых нитей материала толщиной 1,75 мм или 3 мм, находящихся в практически жидком состоянии, на поверхность платформы. Экструдер обязательно запрограммирован напрямую подачу нити, и чаще всего также - на обратную (ретракция). Экструдер состоит из нескольких частей. По обе стороны нити расположены два мини-колеса, одно – регулирующееся зажимное; второе – непосредственно перед печатной головкой, с зубцами, управляющееся шаговым двигателем. Шаговый двигатель подаёт нить в экструдер. Далее материал через мини-трубку попадает в сопло – и выводится расплавленным пластиком. К трубке подключены температурный датчик и нагревательный элемент. Механизмы зажима, а также различные виды зубцов колёс оказывают влияние на тип использующегося пластика. Если 3D принтер обладает острыми и выпирающими колёсиками, то на таком принтере будут отлично изготавливаться изделия из Нейлона и Флекса (резины).
Программная настройка печати
Для создания трёхмерного художественного или промышленного изделия используются два типа программ – компьютерного моделирования и управления 3D принтером. Единый комплект с принтером составляют только программы второго типа, и редактировать какие-либо свойства будущих изделий в них нет возможности. Они снабжены простыми функциями изменения поворота и габаритов изделия, но не более этого. Кроме того, приобретая принтер с простым программным управлением из серии «печать в один лик», покупатель неминуемо получает аппарат с несколько зауженным спектром возможностей. Напротив, уверенному пользователю ПК не составит труда овладеть навыками работы в более сложных программах управления 3D-печатью. Качество изделий, создаваемых такими аппаратами, выше всяких похвал.
Файлы практически всех 3D принтеров конвертируются в формат STL – в нём же производится обработка изображений изделий принтерными программами. В Интернете существуют тысячи вариантов эскизов будущих изделий на любой вкус и цвет, записанных уже в нужном формате.
В одних трёхмерных принтерах практически все параметры задаются автоматически, в других принтерах для достижения качественной печати требуется отрегулировать следующие значения:
- температуру головки и платформы;
- скорость движения головки, скорость подачи пластика и скорость печати первого слоя;
- толщины слоя, подложки и стенки;
- условия включения вентилятора, его интенсивности;
- настройка поддержек, в том числе, их скорость и интенсивность.
Это не полный перечень настраиваемых характеристик принтера для печати будущего объекта.
Заявленная и получаемая области печати
Пластик предрасположен к деформированию. Особенно эта тенденция усиливается в процессе долгой многочасовой печати. Поэтому необходимо сразу грамотно и тщательно выполнить настройку программы, чтобы избежать дальнейшей порчи изделия. Указанная производителем рабочая область вовсе необязательно будет активна целиком.
Например, объект габаритами 20*20*20 см может печататься до 15 часов, а 10*10 / 15*15 см – около 4х часов.
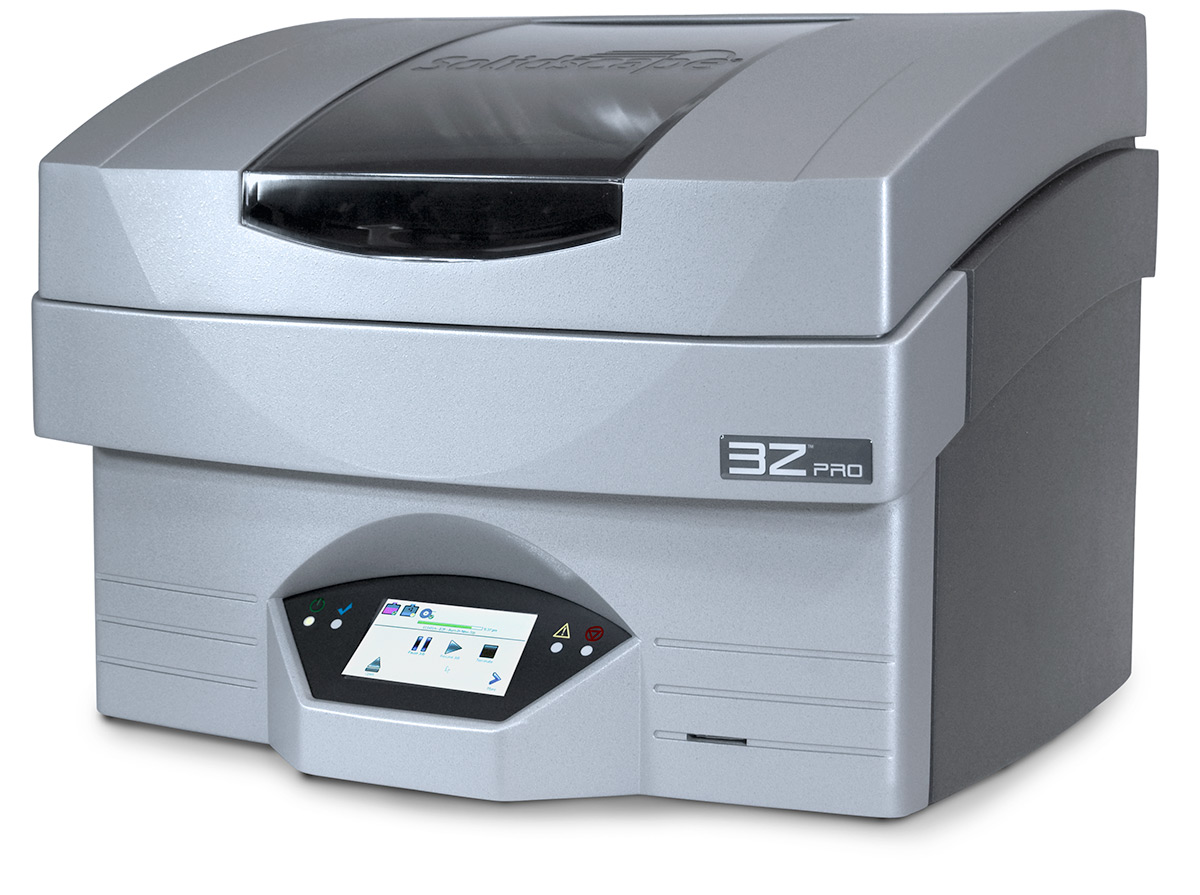
Рейтинг лучших 3D принтеров
Если вы хотите купить действительно качественную вещь, то я советую перейти в , там работают настоящие специалисты которые помогут подобрать нужную модель, которая будет вас устраивать на все 100%. Ну а мы в свою очередь как обычно составим рейтинг самых лучших 3д принтеров за 2015-2016 год, которые стали популярны за это время.